丂
mini_CNC REPORT 2004/06/07

丂
偝偰丄慻棫偰偑廔傢傞偲摦嶌僥僗僩偲側傝傑偡丅
摦嶌僥僗僩偲偟偰丄儐乕僓乕偺傒偵嫵偊偰傕傜偊傞WEB儁乕僕偵
乽偲偵偐偔摦偐偡乿偺徻嵶斉偑偁傝傑偡偺偱丄偙傟偵廬偄傑偡丅
CNC僜僼僩丂MACH1
mini_-CNC偱嵦梡偝傟偰偄傞婎斅偼CNC-4AXIS偱丄僾儕儞僞億乕僩傪巊梡偡傞懡偔偺僜僼僩僂僃傾偵
懳墳偝傟偰偄偰壗傪巊偍偆偑儐乕僓乕偺彑庤側偺偱偡偑丄僔僃傾僂僃傾偱偁傝丄寢峔儂價乕僗僩偵恖婥偺
偁傞ARTSOFT幮偺MACH侾傪 巊偆偙偲偵偟傑偡丅
奺愝掕偼CNC乕4AXIS偺愢柧彂偵偁傞愝掕偺巜帵捠傝偵偟偰偍偒傑偡丅
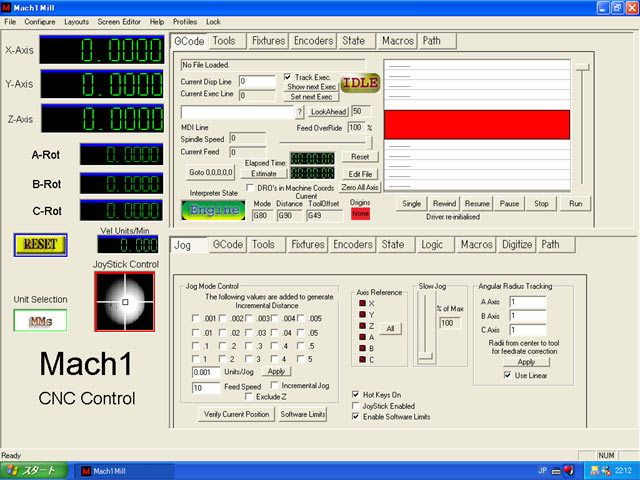
CNC僜僼僩MACH1丄G僐乕僪500峴乮WEB偱偼1000峴偲側偭偰偄傑偡偑娫堘偄偱偡乯傑偱側傜僼儕乕偱巊偊傑偡丅
儗僕僗僩戙偼US亹149丅PAYPAL偱峴偊傑偡丅
僥僗僩
乽偲偵偐偔摦偐偡乿偱戝懱偺庤弴傪攃埇偟偰師偵僆儕僕僫儖偺僥僗僩傪偟偰傒傑偡
傑偢偼尦偵側傞僨乕僞偑側偗傟偽巒傑傝傑偣傫
杔偺応崌巊偄姷傟偨CAD偱偁傞JW-CAD偱傑偢偼揔摉偵偍奊偐偒偱偡
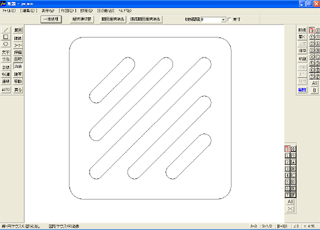 60倣倣妏偱偡
60倣倣妏偱偡
崱彂偄偨慄偑恘暔偺婳愓偵側傞偲恘暔偺宎偺敿暘彫偝偔丄戝偒偔側偭偰偟傑偄傑偡偺偱
奜宍偼奜懁丄拞偺敳偒偼撪懁丄恘暔宎偺敿暘偱暋慄傪彂偒傑偡
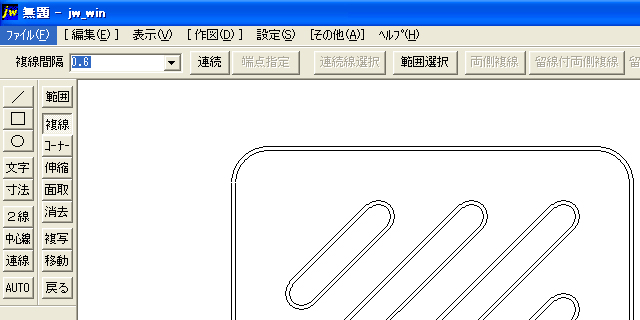
偦偺屻僆儕僕僫儖偺慄偼徚嫀偟傑偡丅
尨揰挷惍
偝偰寶抸宯偺CAD偱偁傞JW-CAD偼堦懱偳偙偑尨揰側偺偱偟傚偆丅
杔偼巇帠偱偙偺CAD傪10擭偖傜偄巊偭偰偄傑偡偑丄崱傑偱婥偵偟偨偙偲偼
偁傝傑偣傫偱偟偨丅
偄傠偄傠傗偭偰傒偨偲偙傠懡暘偙偙偩偲巚偄傑偡丅
傑偢塃儃僞儞傪愭偵墴偟側偑傜嵍儃僞儞傪墴偟塃忋偵僪儔僢僌偟偰乽慡懱乿昞帵偵偟傑偡丅
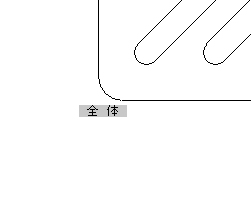
偦偆偡傞偲偙傫側姶偠偵側偭偨偲巚偄傑偡偑偙偺夋柺偺嵍壓偑尨揰偺傛偆偱偡偺偱
彂偄偨暔傪嵍壓偵堏摦偟傑偡
丂
嵟屻偵曐懚偼DXF乮JW偺応崌偼巜掕偱偒側偄偑丄懠偺CAD偱巜掕偱偒傞応崌R12乯偱峴偄傑偡丅
崱夞杔偑姷傟偰偄傞偲偄偆偩偗偱偁偭偰丄懠偺CAD偱傕DXF曐懚偑偱偒傟偽側傫偱傕偐傑偄傑偣傫丅
捛婰丂2004/6/6
僇儞僼傽儗儞僗偱媨揷偝傫偐傜怷塱偝傫偍姪傔偺乽撶CAD乿傪嫵偊偰傕傜偄傑偟偨
偪傚偭偲巊偭偰傒偨偲偙傠丄偝偡偑婡夿宯偺CAD丄梸偟偄婡擻偑摉偨傝慜偺傛偆偵偮偄偰偄傞丅
偙傟偐傜偼偙傟偵偟偨偄偲巚偭偰偄傑偡
MACH侾偵撉崬傒
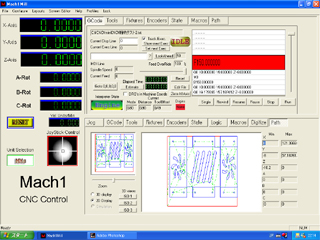
OM偝傫偺乽偲偵偐偔摦偐偡乿儁乕僕傪嶲峫偵偟傑偡丅
FILE亅INPORT丂DATA偱DXF傪巜掕偟LoadFile偱崱彂偄偨DXF傪巜掕偟傑偡丅
偦偆偡傞偲撉崬傒傑偡偺偱丄愗嶍懍搙乮Cutting Speed XXXX Units per minute)偺晹暘傪150
Z亅Move丂傪-9
Z-Cut傪-10.2丂偵愝掕偟傑偡
偙傟偼壗傪堄枴偡傞偐偲尵偆偲愗嶍懍搙偑150倣倣/暘偱偁傝
Z幉偺尨揰偐傜-9儈儕壓偑偭偨偲偙傠偑恘暔偑愗嶍偟側偄帪偵堏摦偡傞崅偝偱偁傝
愗嶍偡傞帪偺崅偝偼Z幉偺尨揰偐傜-10.2倣倣壓偑偭偨偲偙傠偱偡傛偲尵偆堄枴偱偡
偮傑傝嵽椏偺忋柺10倣倣忋偑偭偨偲偙傠偑Z幉偺尨揰偱
崱夞偺愗嶍怺偝偼0.2倣倣偲尵偆偙偲偵側傝傑偡丅
偦偺屻Import儃僞儞偱僣乕儖僷僗傪惗惉偟傑偡偑丄偦偺慜偵G僐乕僪偺曐懚傪暦偄偰偒傑偡
嵟弶偺堦夞栚偼偄偄偺偱偡偑丄偦偺屻摨偠僨乕僞柤偱忋彂偒曐懚偐偗傞偲側偤偐幐攕偟傑偡偺偱
2夞栚埲崀偼僗儁儖傪彮偟偐偊傞側偳偟偰懳墳偟傑偡丅
G僐乕僪偵偮偄偰偺徻嵶側忣曬偼丂側偮偍偺晹壆偝傫偱偍曌嫮偝偣偰傕傜偄傑偟偨丄偁傝偑偲偆偛偞偄傑偡丅
僀儊乕僕偼堘偆僨乕僞偱偟偨偹丒丒丒^_^;偡傒傑偣傫丅
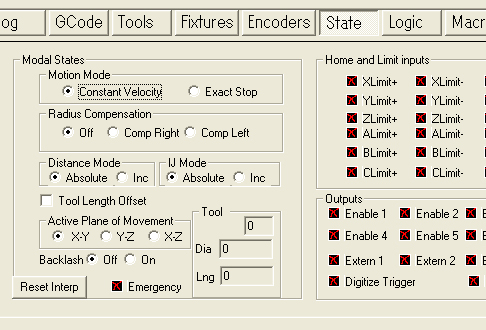
偙偙偱僣乕儖僷僗偺惗惉偱偡偑僨僼僅儖僩偺傑傑峴偆偲嬋慄偺偲偙傠偑巚偄偭偒傝墌偵側偭偰偟傑偄傑偡偺偱
State偺IJMode傪Inc偐傜Absolute偵曄峏偟傑偡丅 忋婰偺僀儊乕僕偼曄偊偨屻偺僷僗偑昞帵偝傟偰偄傑偡丅
偦偺屻偼乽偲偵偐偔摦偐偡乿偺巜帵偺捠傝幪偰斅丄嵽椏傪椉柺僥乕僾偱儚乕僋僥乕僽儖偵揬傝晅偗
X丄Y丄Z偺尨揰傪庤摦偱挷惍偟傑偡
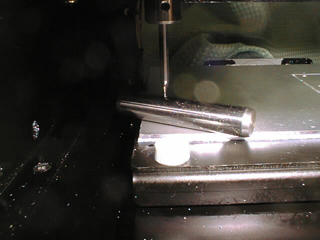 Z幉偺尨揰挷惍丄嵽椏偵10倣倣偺娵朹傪抲偒丄偦偺忋抂傪尨揰偵偟傑偡
Z幉偺尨揰挷惍丄嵽椏偵10倣倣偺娵朹傪抲偒丄偦偺忋抂傪尨揰偵偟傑偡
偁偲偼RUN儃僞儞傪墴偡偩偗偱偡丄偝偀枹抦偺悽奅傊峴偭偰傒傑偟傚偆両
愗嶍椺


悺朄惛搙
僲僊僗儗儀儖偱偼岆嵎偼妋擣偱偒傑偣傫丅

丂
丂
丂
丂