mini_CNC REPORT 2004/06/05

mini-CNCその他のネタ
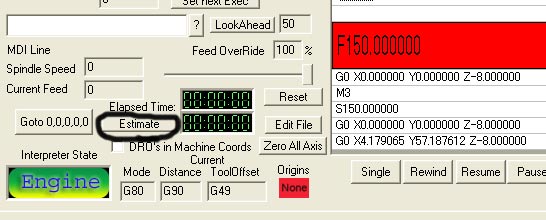
切削予想時間の取得
Gコードを読み込んだ後Estimateボタンで切削終了時間が計算できる
その後はGコードが最後でとまっているのでRewindで先頭に戻る必要あり
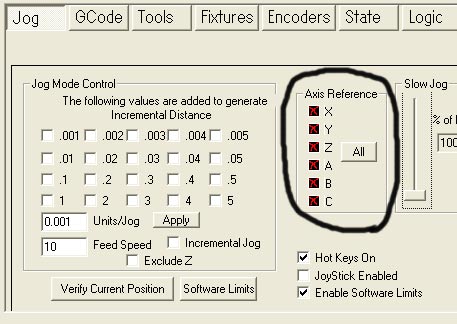
原点復帰
オプションの原点センサキットを組み込んでいる場合
JOGパネルのAxisReferenceのALLを押すと原点に復帰できる。
(赤いX印が原点に行くと緑のチェックマークに変わります)
それからZ軸の原点合わせ(10mmの丸棒の上端合わせ)を行う
その後はGcodeパネルのZeroAllAxisで機械の原点とソフト上の原点をおなじにする
これを毎回行うことによって、何度起動しても同じ位置に合わせることができます。
これは使えます、例えばなんらかの理由で切削を途中でやめたい時(例えば夜中うるさいから機械を
止めたいとか、PCがなにかの原因でハングアップした時とか) この物理的な原点がわからないと
次に手動で合わせるのは基本的には無理です。
オプションの原点センサキット、最初はなんの役に立つのだろうと思いますが、絶対付けるべきです。
防音対策
結局仕事から終わって作業開始するのは夜になるのですが
さすがにアルミの切削はかなりの音がでます、そこで防音BOXを作りました。

中はこんな感じです、外側のスタイロフォームも内側の断熱材も全て建築廃材です
環境にやさしいとはこのことでしょう。(^_-)-☆

機械の上にかぶせた状態、窓もないので中でなにが起こるか心配です。

問題は熱の処理、切削終了後の各モータはかなりの熱をもっています。
まだ長時間の切削は経験がないのですが、これからの季節もあることですし
なんらかの熱対策をしないと、このBOXはやばそうです。
FANを2つ付ければいいんだけど、こんどは音が。う~んなんかいいアイデアないでしょうか?
防音対策2
アルミの切削を続けているとスピンドル付近からキ~ンという音が頻繁に出るようになりました
このスピンドル部分はアルミブロックの削りだしにフランジベアリングをしばりばめぐらいな感じで
ただ圧入されているだけなので、ベアリングとブロックの間で共振を起こしているようです。
そこでアルミブロックにM3のネジを立て振動を抑えてみました


でいいみたいです。
これでキ~ンという音は解消されました、後で考えるとベアリングに接着剤でもよかったかもしれません。
稼動範囲の拡大
この機械の稼動範囲はX軸155mm、Y軸105mmです。この大きさはMODERAのMDX-15クラス相当の大きさなのですが
ロボワン出場サイズのロボット部品を作るのにはもう少し大きくしたいところです。(とりあえずY軸だけでも)
まず僕でも作れるのかなと思い各機械販社からカタログを請求しました
(必要な物はシャフト、シャフトホルダ、リニアブッシュ、台形orボールネジ,など)
請求したのはミスミ、パンチ工業、三宝、オリエンタルモータ、などです
各社とも請求後、即日で送ってくれます(皆やたら分厚い)
(なかでもミスミのカタログはやたら見やすい上値段も各社より安い!)
とりあえずどこでも部品を扱っているのを確認した後今度はどこで買えるか?です
だいたい各社共に取引条件として「原則として法人に限る」の文字がありますが
僕の場合はこの時に「なら原則外もあるのだろう」と解釈し早速電話交渉をしてみます。
まず三宝、ここは以前にベルト、プーリを購入しているので問題なし
次にミスミ 、一番期待していたのですがかなりガードが高く、さらに口座取引のみとの答え
最後に パンチ工業(名前すごすぎ^_^;)会社名からなんとなくイヤな予感がしましたが
受付の対応、その後の営業マンの対応と文句なし!
その上取引も問題ないとのこと(もちろん交渉次第だと思いますが)。
購入方法も決定したので値段を計算すると
オリエンタルモータからのモータも含めて(ここはWEB通販できます)1軸約27000円。(台形ネジの場合)
これでY軸300mm前後が実現できる。!
2004/06/07追記
と思っていたのですが、オリジナルマインドでIKO製(日本トムソン)のリニアウェイを購入してしまいました(2本で約1万)

なんと移動範囲は最大で355mm!これでX150mm、Y350mmが実現できればいいなぁ~と思っています。
(こうなるとX軸が小さすぎ・・・X軸もいくか!って完全にJINさん行きです・・・^_^; )
2004/06/09 追記
X軸はリニアウェイとは行かないのでJINさんの教え通りジャンクのスキャナーからシャフトを得るべく
近所のジャンクショップへ
ありました、HPのSCSIタイプ、しかし軸径は16mmではなく両方とも12mmでした(長さは両方とも540mmあります)。
値段は @200円、安い!


CNCソフトとCAMソフト 2004/06/11
CNCソフトとCAMソフト・・・この違いがわかるでしょうか?僕は今までよくわかりませんでした。
「なぜMACH1のツールパスは一回しか作ってくれないんだろう?」とか
「なぜMACH1のツールパスはこんなにもいいかげんなんだろうか?」
(あっちへいったりこっちに来たりメチャクチャに動いてくれます、とても効率がいいとは思えない動き)
そこでプロに教えてもらいました
CNCというのは Computer numerically controlledの略、直訳でコンピュータ数値コントロール・・・(そのまんまです^_^;)
CNC装置というのは、よくNC旋盤、NCフライスなどの脇に付いている、モニタが付いている部分を言うらしいのです。
そこでMACH1というのは何ソフトだと言うと、単なるCNC装置をソフト化したもので、
基本的にはGコードを読み込んで機械をコントロールするだけがメインのソフトですから
DXFを読み込んでツールパスを決定し、Gコードを生成するのは 「おまけ」 みたいな物、
そこで文句を言うのはMACH1からしてみれば「ガタガタ言うならCAMソフトを使えば」となるわけです。
ならCAMソフトって何?ってことになりますが、これはDXFなどのCADデータからツールパスを
決定しGコードを生成するのがメインのソフトであって、こんなのはフリーソフトかな?って思うと
これがとんでもない間違いで数十万から数百万てな世界になります。
フリーソフト NCVC まがらさんのWEB
そもそも当初はこのNCVCでGコード作成、MACH1読込みでテストをしていました
しかし、円などを作ると途中でMACH1が止まってしまい、イマイチだと
思ったのでMACH1で全てを行っていました(昨日まで)
しかし上記のようなことを考えるととてもMACH1のGコード作成はとても使えたもんじゃ
ないということで、なんとかNCVCでMACH1を動かせるようにトライしてみました。
いろいろトライしたところこの2つ
「生成」のGコードモーダル指定にチェックマーク

「表記」の 円弧補間をR指定にする
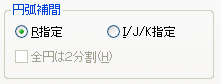
ことで最後までのツールパスをGコードで出力できることがわかりました
シュミレーションで走らせてみても効率よく走ることが確認できます
で、今日の切削はNCVCで作ったGコードで効率よく切削
イメージのものはアルミ1000番台、t1.0 F250 切削時間 18分25秒

と、なんとJINさんからJMM-TOOLのベータ版をテストさせていただけるようになりました、
ちょっとさわってみたところ、まさに使いながら作ったという感じの初心者にわかりやすい
インターフェース、 明日からのテストが楽しみです!(^^)!。
水溶性切削油 2004/06/13
なんといっても切削後の処理は大変、なにが大変かというと油の処理、両面テープの処理・・・
両面テープによる固定はカンファの時に 光子力研究所のゆみ教授に「瞬間接着剤を使うといい」と聞いて
それなりにうまくいっているのだが、やっぱり問題は油の処理・・・・
手はいつまでもベタベタだし、その手で触った物全てがベタベタになって気持ち悪いといったらない・・・(>_<)
掲示板でJINさんZIPPONさんに教えてもらった水溶性切削油も20㍑で8000円と聞くと躊躇してしまう・・・・^_^;
しかし、ハンズで見つけました、大澤ワックスの水溶性切削油 100CC@420円
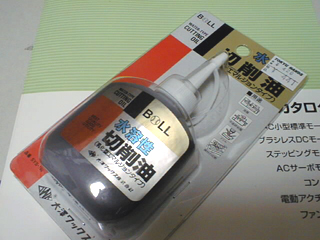
説明書によると、研削加工の場合20~40倍に薄めろと書いてあり、20倍だとすると
これだけでなんと2㍑分・・・多分数年はもつはず。
最初は思いっきり油の色なんだけど、水で薄めるとまるでワックス
でテストで加工してみる、かなり「シャバシャバ」した感じ
で最後はティッシュでふきとるだけでOKでベタベタもまるっきりなし、
切削端面も以前より綺麗になった感じです。
クーラント出力 2004/06/17
さて、水溶性切削油も手に入り次はどのように切削油を補給するか?が問題になります。
とりあえずスポイトで補給となるわけですが、長時間切削の場合どれくらい必要なのか?
よくわかりませんので結局は時々見ながら補給となるわけです。
せっかくの自動で切削する機械なのに、いつまでもメンドウみてやるのもかなりメンドウ・・・・^_^;
JINさんからのメールで「自分はポタポタカットですよ~」とくるが、はたしてポタポタカットとは?なに・・・
このマシンは切子を切削油で洗い流しながら進む本格的な機械とは違い 、切削油はほんの少量で充分、
しかしそんな少ない量しか出ないポンプなんてあるのか?あっても意味ないような気が・・・・
ありました、2サイクルエンジンの分離給油用のオイルポンプ・・・
これは2サイクルエンジンの分離給油用でキャブレターのマニホールドからオイルが出るようになっていて
スロットルの開度に応じてオイル量を加減できる。・・・しかもでるのはやたら少量・・・・・
そこでさっそく近所の解体屋へ・・・エンジンをバラすことなく初めからバラされてる物をゲットしてきました。
 カップリングは知り合いの工場で製作してもらいました。
カップリングは知り合いの工場で製作してもらいました。
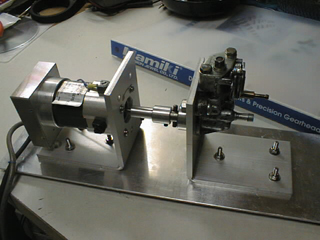
オイルポンプ本体はこんな物
 中古品のため汚い・・・^_^;モデルはHONDAタクトの物
中古品のため汚い・・・^_^;モデルはHONDAタクトの物
でジャンク箱に転がっていたモータを繋いで
 やたら高級っぽい、しかもエンコーダ付き
やたら高級っぽい、しかもエンコーダ付き
CNC4-AXISの外部出力2に繋ぎ、エアー抜きをして
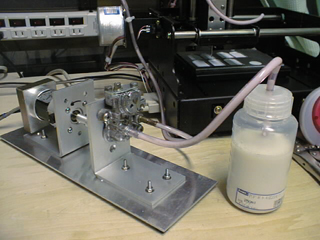
完成!
オイルポンプ吐出量はまだ正確に量っていませんが、最小出力約10秒で一適ぐらい
2時間~3時間の切削になると切削油漬けになりそうですが
GコードのM08でON、M09でOFFできますのでコードリストの途中にON,OFFのコードを入れて
対応してみようと思います。
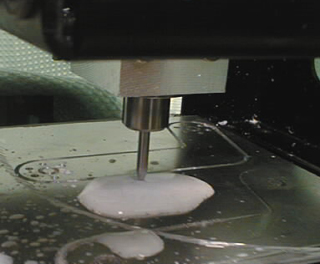
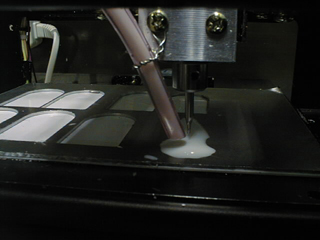
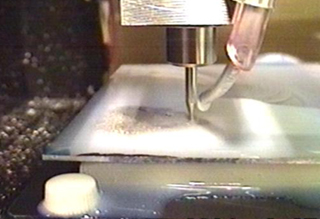
6/27 追記 切削中のオイルポンプ吐出量 動画
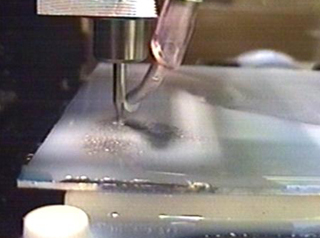
吐出量 最小
吐出量 最大